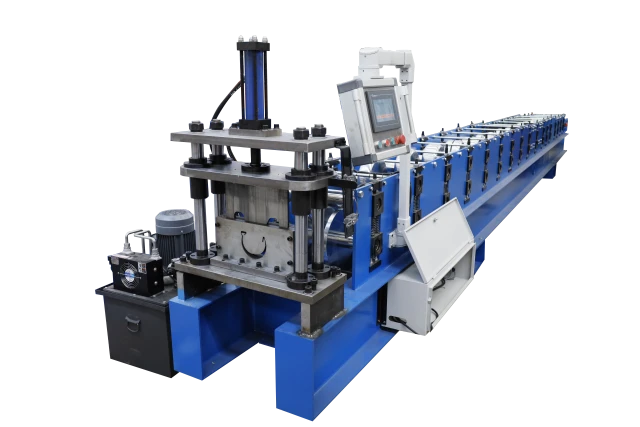
Incluso con un bien diseñado máquina formadora de rollos en frío, pueden ocurrir problemas de producción si las condiciones del material, la configuración de las herramientas o los parámetros de la línea no se controlan adecuadamente. En la fabricación de gran volumen, pequeñas desviaciones pueden provocar rápidamente desechos, tiempos de inactividad o quejas de los clientes.
Este artículo resume el problemas más comunes en la producción de perfilado y explica sus causas y acciones correctivas utilizando terminología práctica familiar para operadores de perfilado, ingenieros y fabricantes de equipos.

Ola de borde
Descripción
La onda del borde aparece como ondulación u ondulación a lo largo de los bordes de la tira después de la formación. Es uno de los defectos de formación de rodillos más frecuentes, especialmente en perfiles de calibre ancho o delgado.
Causas comunes
- Compresión excesiva en los bordes de la tira
- Diseño de flor en rollo inadecuado
- Espesor desigual del material o propiedades mecánicas
- Nivelación insuficiente antes del conformado
Soluciones prácticas
- Reevaluar la progresión de la flor en rollo para equilibrar las fuerzas de formación
- Mejorar la nivelación de la franja y la alineación de las entradas
- Reducir el sobreformado en las primeras estaciones
- Verifique la consistencia del material por parte del proveedor de acero
Inclinación (camber longitudinal)
Descripción
La reverencia se refiere a la curvatura a lo largo del perfil terminado. Este defecto se vuelve más notorio en partes largas como correas o miembros de marco.
Causas comunes
- Presión de formación desigual entre los rodillos superior e inferior
- Estaciones de formación desalineadas
- Tensión de alimentación en tira inconsistente
Soluciones prácticas
- Verifique la alineación de los rodillos y el paralelismo del eje
- Equilibra el acoplamiento de los rollos superior e inferior
- Estabilizar la tensión del decoiler y el sistema de alimentación
Torsión de perfil
Descripción
La torsión se produce cuando el perfil gira a lo largo de su eje longitudinal durante o después de su formación. Este problema afecta a menudo a secciones asimétricas como correas en Z o perfiles personalizados complejos.
Causas comunes
- Diseño de rollos desequilibrados para perfiles asimétricos
- Posicionamiento incorrecto de la guía lateral n-Cantidad inadecuada de la estación de formación
Soluciones prácticas
- Optimice el diseño del rollo para lograr simetría siempre que sea posible
- Ajuste las guías laterales para mantener el control de la línea central
- Agregue estaciones de formación para distribuir la deformación de manera más uniforme
Desviación de longitud y corte a longitud inexacto
Descripción
La desviación de longitud ocurre cuando las piezas terminadas no coinciden con la longitud de corte programada. Esto es fundamental en proyectos que requieren una alineación precisa de la instalación.
Causas comunes
- Deslizamiento del codificador o calibración incorrecta
- Velocidad de línea inconsistente durante el corte
- Reacción mecánica en el sistema de corte
Soluciones prácticas
- Inspeccionar y recalibrar codificadores de medición de longitud
- Utilice sistemas de corte volador servoaccionados para una mayor precisión
- Mantener el mecanismo de corte y eliminar el juego mecánico
Inexactitud de la posición de golpe
Descripción
Las imprecisiones en el punzonado dan como resultado agujeros o ranuras desalineados, lo que afecta el montaje y la instalación posteriores.
Causas comunes
- Punzonado no sincronizado con la velocidad de la línea
- Deslizamiento de la tira durante el punzonado
- Herramientas de punzonado desgastadas
Soluciones prácticas
- Sincronice el punzonado con la velocidad de línea controlada por PLC
- Mejore la sujeción de la tira durante el punzonado
- Reemplace o vuelva a entallar los juegos de punzonado y troquelados desgastados
Arañazos superficiales y daños en el revestimiento
Descripción
Los rayones en la superficie o los daños en el revestimiento son inaceptables para aplicaciones visibles como techos y paneles de revestimiento.
Causas comunes
- Contaminantes sobre rodillos o superficies de tiras
- Presión excesiva del rodillo
- Mal manejo en la mesa de agotamiento
Soluciones prácticas
- Limpie los rodillos y las guías de entrada con regularidad
- Reducir la presión de formación innecesaria
- Mejore el diseño de la mesa de salida y el manejo del perfil
Dimensiones de perfil inconsistentes
Descripción
La inconsistencia dimensional puede aparecer como variación en el ancho de la brida, la altura de la banda o el ángulo.
Causas comunes
- Desgaste de los rodillos o configuración incorrecta
- Variación del espesor del material
- Efectos de la temperatura durante largos períodos de producción
Soluciones prácticas
- Monitorear el desgaste de los rodillos y programar el mantenimiento
- Verificar las especificaciones de los materiales entrantes
- Implementar controles dimensionales periódicos durante la producción
Importancia de la solución de problemas a nivel del sistema
La mayoría de los problemas de conformado por rodillos no son causados por un solo componente sino por interacciones a nivel de sistema. La resolución de problemas efectiva requiere evaluar toda la línea de perfilado, desde el desenrollado y la nivelación hasta el conformado, el corte y la manipulación de descentramiento.

Experimentado fabricantes de máquinas perfiladoras céntrese en orientación integrada de diseño y configuración para minimizar estos problemas.
Conclusión
Los problemas comunes de producción de perfilado, como ondas de borde, inclinación, torsión y desviación de longitud, se pueden controlar eficazmente con la configuración adecuada de la máquina, el diseño de herramientas y la gestión de procesos.
Al comprender las causas fundamentales y aplicar soluciones prácticas, los fabricantes pueden mantener una producción estable y una calidad constante perfiladora de metal o completa línea de perfilado.