

El proceso de perfilado es un método de conformado continuo de metales que se utiliza para producir perfiles largos y uniformes con secciones transversales consistentes. Se aplica ampliamente en sistemas de construcción, estructuras de acero, techos, terrazas y estructuras de calibre liviano.
A diferencia del conformado o estampado a base de prensa, el conformado por laminación en frío depende de flexión progresiva a través de múltiples estaciones de rodillos, permitiendo que las tiras de acero se moldeen gradualmente con una tensión interna mínima. Esto hace que el conformado por rodillos sea particularmente adecuado para la producción de gran volumen donde la estabilidad dimensional, la calidad de la superficie y la repetibilidad son críticas.
Este artículo explica el proceso de perfilado paso a paso, utilizando terminología y flujo de trabajo comúnmente utilizados por fabricantes e ingenieros de producción de perfilado experimentados.
Descripción general del proceso de conformado en rollo frío
En su núcleo, el proceso de conformado por rodillo en frío transforma la bobina metálica en perfiles terminados haciendo pasar la tira a través de una secuencia de estaciones de conformación. Cada estación realiza una pequeña cantidad de deformación hasta lograr la forma final.
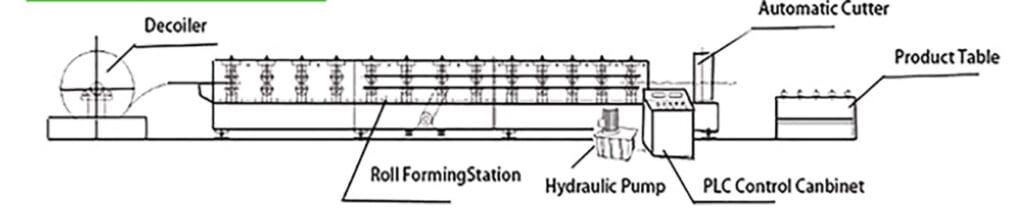
Un típico línea de perfilado consta de:
- Desenrollamiento y alimentación de materiales
- Nivelación y preparación de tiras
- Pre-puñetazo o punzonado en línea (opcional)
- Formación progresiva de rodillos
- Sistema de corte
- Desplazamiento y apilamiento
Cada etapa desempeña un papel específico a la hora de garantizar una producción estable y de alta calidad.
Paso 1: Alimentación y desenrollado de bobinas
El proceso comienza con la carga de la bobina de acero en un decoiler. Dependiendo del espesor del material y del peso de la bobina, este puede ser un desacoplador manual, hidráulico o de doble cabezal.
Las consideraciones clave en esta etapa incluyen:
- Compatibilidad del diámetro interior de la bobina
- Rotación estable de la bobina sin sacudidas
- Tensión de tira controlada
En los mercados de EE. UU. y Europa, los decoilers hidráulicos con brazos de sujeción suelen especificarse para mejorar la seguridad y la estabilidad de la alimentación.
Paso 2: Nivelación y preparación de la tira
Después del desengrasado, la tira pasa por a unidad niveladora o enderezador. El propósito es eliminar el juego de bobinas y la tensión residual antes de formar.
La nivelación adecuada es fundamental porque:
- La mala planitud de la tira conduce a la formación de inestabilidad
- Los problemas de onda de borde y inclinación a menudo se originan aquí
- La precisión del punzonado depende de una alineación constante de la tira
Para aplicaciones de mayor precisión, como plataformas metálicas o estructuras de calibre ligero, se prefieren niveladores de precisión de múltiples rodillos.
Paso 3: Pre-Punching o Punching en línea
Muchos productos formados en rollo requieren agujeros, ranuras o muescas. Estas características se crean usando unidades de preperforación o sistemas de punzonado en línea integrado en la línea de perfilado.
Las configuraciones de punzonado comunes incluyen:
- Prensas perforadoras hidráulicas
- Sistemas de punzonado servoaccionados
- Prensas mecánicas para líneas de alta velocidad
El punzonado se sincroniza con el control de velocidad y longitud de la línea para garantizar la precisión posicional. En líneas avanzadas, el servoperforación permite patrones de orificios variables sin ajuste mecánico.
Paso 4: Formación de rollos Estación
Esta es la etapa central del proceso de perfilado. La tira pasa por una serie de estaciones de formación, cada uno equipado con rodillos superiores e inferiores diseñados según un patrón de flor en rollo específico.
Los principios clave de la formación progresiva incluyen:
- Flexión gradual en lugar de deformación en un solo paso
- Fuerzas de formación equilibradas para evitar torsiones
- Control adecuado de los bordes para evitar el pandeo
El número de estaciones de conformado depende de la complejidad del perfil, el espesor del material y los requisitos de tolerancia. Los fabricantes experimentados de máquinas perfiladoras se centran en gran medida en la precisión del diseño del rodillo en esta etapa.
Paso 5: Sistema de corte
Una vez formado el perfil final, se corta a la medida usando a sistema de corte. En las líneas de perfilado se utilizan dos métodos de corte principales:
- Corte de vuelo: El corte se realiza mientras la línea continúa funcionando, ideal para producción de alta velocidad
- Stop-to-cut: La línea se detiene brevemente durante el corte, adecuada para aplicaciones de materiales más gruesos o de menor velocidad
Los sistemas de corte de vuelo servoaccionados son cada vez más comunes debido a su precisión y su impacto reducido en la calidad del perfil.
Paso 6: agotar, apilar y empaquetar
Después del corte, los perfiles terminados se transfieren a a mesa agotada o sistema de apilamiento automatizado. Dependiendo del volumen de producción y la estrategia laboral, esta etapa puede ser manual o totalmente automatizada.
Las soluciones automatizadas pueden incluir:
- Apilamiento basado en la longitud
- Sistemas de conteo de paquetes
- Flejes o embalajes en línea
El manejo eficiente del descentramiento reduce el daño a la superficie y mejora la productividad general de la línea.
Por qué el conformado en rollo es ideal para la producción en masa
El proceso de laminado en frío ofrece varias ventajas para la producción en masa:
- Funcionamiento continuo con alto rendimiento
- Excelente repetibilidad dimensional
- Desperdicio mínimo de material
- Acabado superficial superior para acero revestido
- Bajo costo de producción unitario a escala
Estas ventajas explican por qué el perfilado es el método de fabricación preferido para paneles de techo, plataformas metálicas, correas y perfiles de estructuras estructurales.
Proceso de conformado por rollos versus otros procesos de conformado de metales
En comparación con el conformado o estampado de plegadora, el conformado por rodillo cumple:
- Mejor consistencia en largos largos
- Menor dependencia laboral
- Protección mejorada del revestimiento
- Mayor eficiencia para perfiles estandarizados
Por estas razones, el conformado por rodillos rara vez se reemplaza una vez que el volumen de producción aumenta más allá de cierto umbral.
Conclusión
El proceso de conformado de rollos en frío es un método de fabricación probado y eficiente para producir perfiles de acero de alta calidad a escala. Desde la preparación de la bobina hasta el conformado progresivo y el corte de precisión, cada etapa contribuye a la estabilidad y eficiencia del producto final.
Al comprender cómo funciona el proceso de perfilado en entornos de producción reales, los compradores pueden tomar decisiones informadas al seleccionar un máquina formadora de rollos o completa línea de perfilado. Este conocimiento también ayuda a alinear la inversión en equipos con los objetivos de producción a largo plazo.



