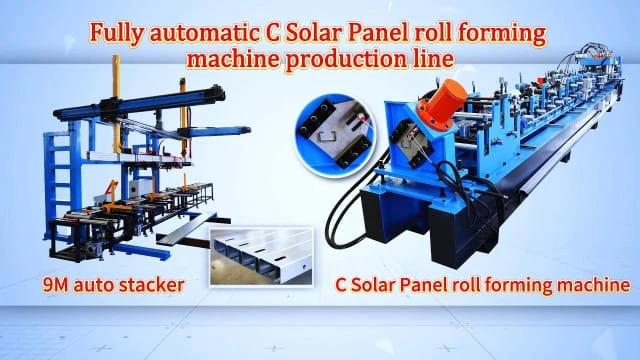
O processo de conformação de rolos É um método de conformação contínua de metais usado para produzir perfis longos e uniformes com seções transversais consistentes. É amplamente aplicado em sistemas de construção, estruturas de aço, telhados, revestimentos e na indústria de estruturas leves.
Ao contrário da conformação por prensagem ou estampagem, a conformação a frio por rolos depende de flexão progressiva através de múltiplas estações de rolos, permitindo que a tira de aço seja moldada gradualmente com o mínimo de tensão interna. Isso torna a conformação por rolos particularmente adequada para produção em larga escala, onde a estabilidade dimensional, a qualidade da superfície e a repetibilidade são críticas.
Este artigo explica o processo de conformação por rolos passo a passo, utilizando terminologia e fluxo de trabalho comumente usados por fabricantes experientes em conformação por rolos e engenheiros de produção.
Visão geral do processo de conformação a frio por laminação
Em sua essência, o processo de conformação a frio por rolos transforma bobinas de metal em perfis acabados, passando a tira por uma sequência de estações de conformação. Cada estação realiza uma pequena deformação até que a forma final seja alcançada.
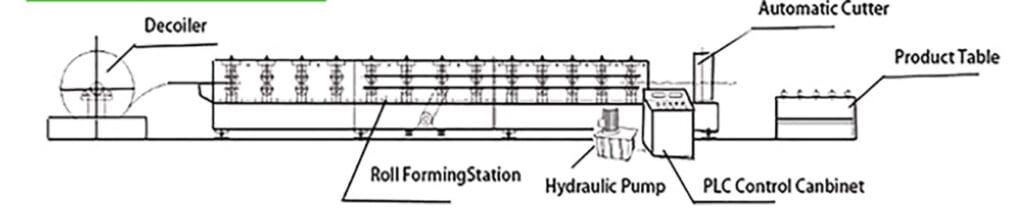
Um típico linha de perfilagem consiste em:
- Desenrolamento e alimentação de material
- Nivelamento e preparação da faixa
- Pré-perfuração ou perfuração em linha (opcional)
- Conformação progressiva por rolos
- Sistema de corte
- Saída e empilhamento
Cada etapa desempenha um papel específico para garantir uma produção estável e de alta qualidade.
Etapa 1: Alimentação e desenrolamento da bobina
O processo começa com o carregamento de bobinas de aço em um desenrolador. Dependendo da espessura do material e do peso da bobina, este pode ser um desenrolador manual, hidráulico ou de cabeça dupla.
As principais considerações nesta fase incluem:
- Compatibilidade do diâmetro interno da bobina
- Rotação estável da bobina sem solavancos
- tensão controlada da tira
Nos mercados dos EUA e da Europa, os desenroladores hidráulicos com braços de retenção são comumente especificados para melhorar a segurança e a estabilidade da alimentação.
Etapa 2: Nivelamento e Preparação da Superfície
Após o desenrolamento, a fita passa por um unidade de nivelamento ou endireitador. O objetivo é remover a deformação permanente da bobina e a tensão residual antes da conformação.
O nivelamento adequado é fundamental porque:
- A má planicidade da faixa leva à instabilidade na formação de faixas.
- Problemas com ondulações nas bordas e curvaturas geralmente têm origem aqui.
- A precisão da perfuração depende do alinhamento consistente da tira.
Para aplicações que exigem maior precisão, como lajes metálicas ou estruturas de calibre leve, as niveladoras de precisão com múltiplos rolos são as mais indicadas.
Etapa 3: Pré-perfuração ou perfuração em linha
Muitos produtos conformados a frio requerem furos, ranhuras ou entalhes. Esses recursos são criados usando unidades de pré-perfuração ou sistemas de puncionamento em linha Integrado à linha de perfilagem.
As configurações de perfuração comuns incluem:
- prensas de puncionamento hidráulicas
- Sistemas de puncionamento servo-acionados
- Prensas mecânicas para linhas de alta velocidade
A perfuração é sincronizada com a velocidade da linha e o controle de comprimento para garantir a precisão posicional. Em linhas avançadas, a perfuração servo permite padrões de furos variáveis sem ajuste mecânico.
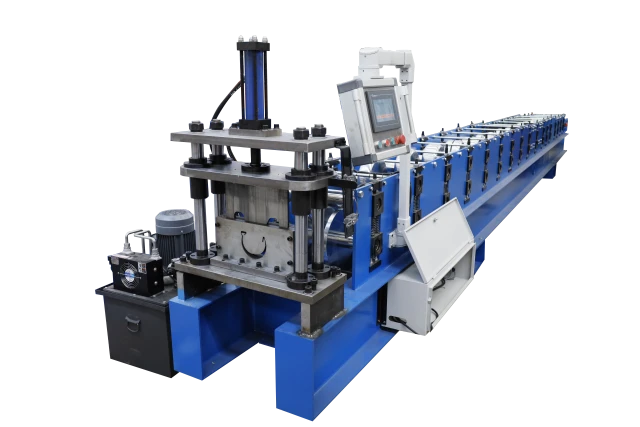
Etapa 4: Conformação por rolos Estação
Esta é a etapa principal do processo de conformação por rolos. A tira passa por uma série de estações formadoras, cada um equipado com rolos superiores e inferiores projetados de acordo com um padrão específico de flor em rolo.
Os princípios fundamentais da formação progressiva incluem:
- Dobramento gradual em vez de deformação em uma única etapa.
- Forças de conformação equilibradas para evitar torção.
- Controle adequado das bordas para evitar flambagem.
O número de estações de conformação depende da complexidade do perfil, da espessura do material e dos requisitos de tolerância. Fabricantes experientes de máquinas de perfilagem concentram-se bastante na precisão do projeto dos cilindros nesta etapa.
Etapa 5: Sistema de desligamento
Uma vez formado o perfil final, ele é cortado no comprimento desejado usando uma sistema de corte. Em linhas de perfilagem, são utilizados dois métodos principais de corte:
- Corte de voo: O corte é realizado com a linha em funcionamento contínuo, ideal para produção em alta velocidade.
- Parar para cortar: A linha para brevemente durante o corte, sendo adequada para aplicações em velocidades mais baixas ou materiais mais espessos.
Os sistemas de corte em movimento servoacionados estão se tornando cada vez mais comuns devido à sua precisão e ao menor impacto na qualidade do perfil.
Etapa 6: Descarregamento, empilhamento e embalagem
Após o corte, os perfis acabados são transferidos para um tabela de saída ou sistema de empilhamento automatizado. Dependendo do volume de produção e da estratégia de mão de obra, esta etapa pode ser manual ou totalmente automatizada.
As soluções automatizadas podem incluir:
- Empilhamento baseado no comprimento
- sistemas de contagem de pacotes
- cintas ou embalagens em linha
O manuseio eficiente da saída de material reduz os danos à superfície e melhora a produtividade geral da linha.
Por que a conformação por rolos é ideal para a produção em massa?
O processo de conformação a frio por rolos oferece diversas vantagens para a produção em massa:
- Operação contínua com alta produção
- Excelente repetibilidade dimensional
- Desperdício mínimo de material
- Acabamento superficial superior para aço revestido
- Baixo custo de produção por unidade em escala
Essas vantagens explicam por que a conformação por rolos é o método de fabricação preferido para painéis de cobertura, lajes metálicas, terças e perfis de estrutura.
Processo de conformação por rolos versus outros processos de conformação de metais
Em comparação com a conformação por prensa dobradeira ou estampagem, a conformação por rolos oferece:
- Melhor consistência em comprimentos maiores
- Menor dependência de mão de obra
- Proteção de revestimento aprimorada
- Maior eficiência para perfis padronizados
Por essas razões, a conformação por rolos raramente é substituída quando o volume de produção ultrapassa um determinado limite.
Conclusão
O processo de conformação a frio por laminação É um método de fabricação comprovado e eficiente para a produção em larga escala de perfis de aço de alta qualidade. Desde a preparação da bobina até a conformação progressiva e o corte de precisão, cada etapa contribui para a estabilidade e eficiência do produto final.
Ao entender como o processo de conformação por rolos funciona em ambientes de produção reais, os compradores podem tomar decisões informadas ao selecionar um equipamento. máquina de perfilagem de rolos ou completo linha de perfilagem. Esse conhecimento também ajuda a alinhar o investimento em equipamentos com as metas de produção de longo prazo.