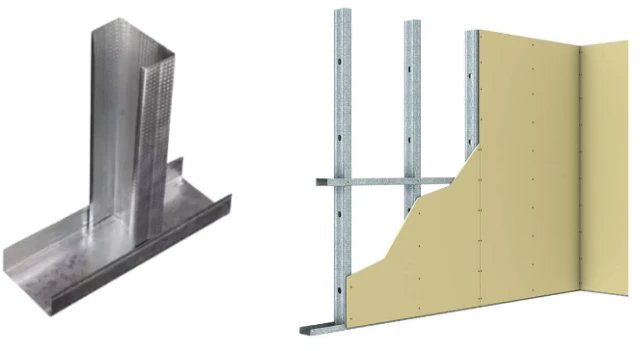
Он процесс прокатки Это метод непрерывной формовки металла, используемый для производства длинных, однородных профилей с постоянным поперечным сечением. Он широко применяется в строительных системах, стальных конструкциях, кровельных материалах, настилах и легких каркасных конструкциях.
В отличие от штамповки или литья под давлением, холодная прокатка основана на Постепенная гибка с использованием нескольких роликовых станций, Это позволяет постепенно придавать стальной полосе нужную форму с минимальным внутренним напряжением. Благодаря этому прокатка особенно подходит для крупносерийного производства, где критически важны стабильность размеров, качество поверхности и повторяемость.
В этой статье пошагово объясняется процесс профилирования с использованием терминологии и алгоритмов, обычно применяемых опытными производителями оборудования для профилирования и инженерами-технологами.
Обзор процесса холодной прокатки
По своей сути, процесс холодной прокатки превращает рулон металла в готовые профили, пропуская полосу через последовательность формовочных станций. Каждая станция выполняет небольшую деформацию до тех пор, пока не будет достигнута окончательная форма.
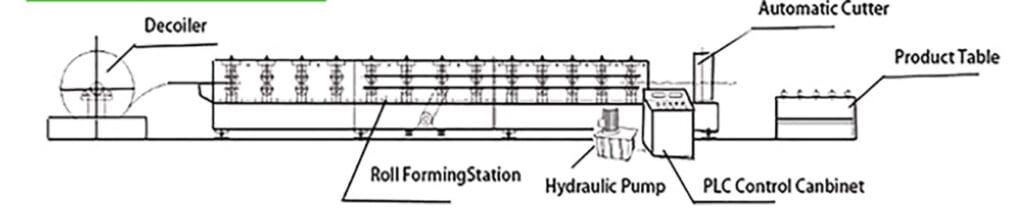
Типичный линия прокатки состоит из:
- Разматывание и подача материала
- Выравнивание и подготовка полосы
- Предварительная или линейная перфорация (опционально)
- Последовательная прокатка
- Система резки
- Выход товара и укладка
Каждый этап играет определенную роль в обеспечении стабильного и высококачественного результата.
Шаг 1: Подача и размотка рулона
Процесс начинается с загрузки стальной рулонной стали на... разматыватель. В зависимости от толщины материала и веса рулона, это может быть ручной, гидравлический или двухголовочный разматыватель.
На данном этапе следует учитывать следующие ключевые моменты:
- Совместимость по внутреннему диаметру катушки
- Стабильное вращение катушки без рывков.
- Контролируемое натяжение полосы
На рынках США и Европы для повышения безопасности и стабильности подачи обычно используются гидравлические разматыватели с прижимными рычагами.
Шаг 2: Выравнивание и подготовка полосы
После размотки лента проходит через выравнивающий блок или выпрямитель. Его цель — снять остаточное напряжение и деформацию витков перед формовкой.
Правильное выравнивание имеет решающее значение, потому что:
- Плохая плоскостность полосы приводит к нестабильности структуры.
- Проблемы с волнообразным профилем и прогибом часто возникают именно здесь.
- Точность пробивки зависит от равномерного выравнивания полосы.
Для высокоточных работ, таких как укладка металлических настилов или монтаж каркасов из тонколистового металла, предпочтительны многовалковые прецизионные выравниватели.
Шаг 3: Предварительная или линейная перфорация
Для многих изделий, изготовленных методом прокатки, требуются отверстия, пазы или выемки. Эти элементы создаются с помощью... блоки предварительной перфорации или линейные перфорационные системы интегрирован в линию профилирования.
К распространенным конфигурациям штамповки относятся:
- Гидравлические штамповочные прессы
- Сервоприводные системы пробивки
- Механические прессы для высокоскоростных линий
Процесс пробивки синхронизирован со скоростью и длиной линии для обеспечения точности позиционирования. В современных линиях сервоприводная пробивка позволяет создавать различные схемы отверстий без механической регулировки.
Шаг 4: Прокатка Станция
Это основной этап процесса профилирования. Полоса проходит через ряд этапов. формирование станций, Каждый из них оснащен верхним и нижним роликами, выполненными в соответствии со специфическим рисунком в виде цветка.
Ключевые принципы прогрессивного формирования включают в себя:
- Постепенный изгиб, а не одноступенчатая деформация.
- Сбалансированные силы формования для предотвращения скручивания.
- Правильный контроль за кромками для предотвращения деформации.
Количество формовочных станций зависит от сложности профиля, толщины материала и требований к допускам. Опытные производители профилировочных станков на этом этапе уделяют большое внимание точности конструкции валков.
Шаг 5: Отключение системы
После того, как окончательный профиль сформирован, его обрезают до нужной длины с помощью... система отключения. В линиях профилирования используются два основных метода резки:
- Ограничение на полеты: Резка выполняется во время работы линии, что идеально подходит для высокоскоростного производства.
- Остановка для резки: Линия кратковременно останавливается во время резки, что подходит для работы на низких скоростях или с более толстыми материалами.
Системы отсечки с сервоприводом становятся все более распространенными благодаря своей точности и меньшему влиянию на качество профиля.
Шаг 6: Выгрузка, укладка и упаковка.
После раскроя готовые профили переносятся на таблица выхода или автоматизированной системой штабелирования. В зависимости от объёма производства и стратегии организации труда этот этап может быть ручным или полностью автоматизированным.
К автоматизированным решениям могут относиться:
- укладка по длине
- системы подсчета связок
- Обвязка или упаковка в процессе производства
Эффективная обработка отходящих потоков снижает повреждения поверхности и повышает общую производительность линии.
Почему профилирование идеально подходит для массового производства
Процесс холодной прокатки предлагает ряд преимуществ для массового производства:
- Непрерывная работа с высокой производительностью
- Отличная повторяемость размеров
- Минимальное количество отходов материалов
- Превосходное качество обработки поверхности стали с покрытием
- Низкая себестоимость производства единицы продукции в больших масштабах.
Эти преимущества объясняют, почему прокатка является предпочтительным методом производства кровельных панелей, металлических настилов, прогонов и профилей для несущих каркасов.
Вальцовка в сравнении с другими процессами формовки металла
По сравнению с гибкой на листогибочном прессе или штамповкой, прокатка обеспечивает следующие преимущества:
- Более высокая стабильность на больших расстояниях
- Снижение зависимости от рабочей силы
- Улучшенная защита покрытия
- Повышенная эффективность для стандартизированных профилей.
По этим причинам, после того как объемы производства превышают определенный порог, прокатный станок редко заменяют.
Заключение
Он процесс холодной прокатки Это проверенный и эффективный метод производства высококачественных стальных профилей в больших масштабах. От подготовки рулонов до последовательной формовки и прецизионной резки, каждый этап способствует стабильности и эффективности конечного продукта.
Понимание того, как работает процесс профилирования в реальных производственных условиях, позволяет покупателям принимать обоснованные решения при выборе. прокатно-формовочный станок или полный линия прокатки. Эти знания также помогают согласовать инвестиции в оборудование с долгосрочными производственными целями.